





ASウオタニに限らず、社外の点火システムの場合そのハーネスの中にアースコードがあるのが普通です。
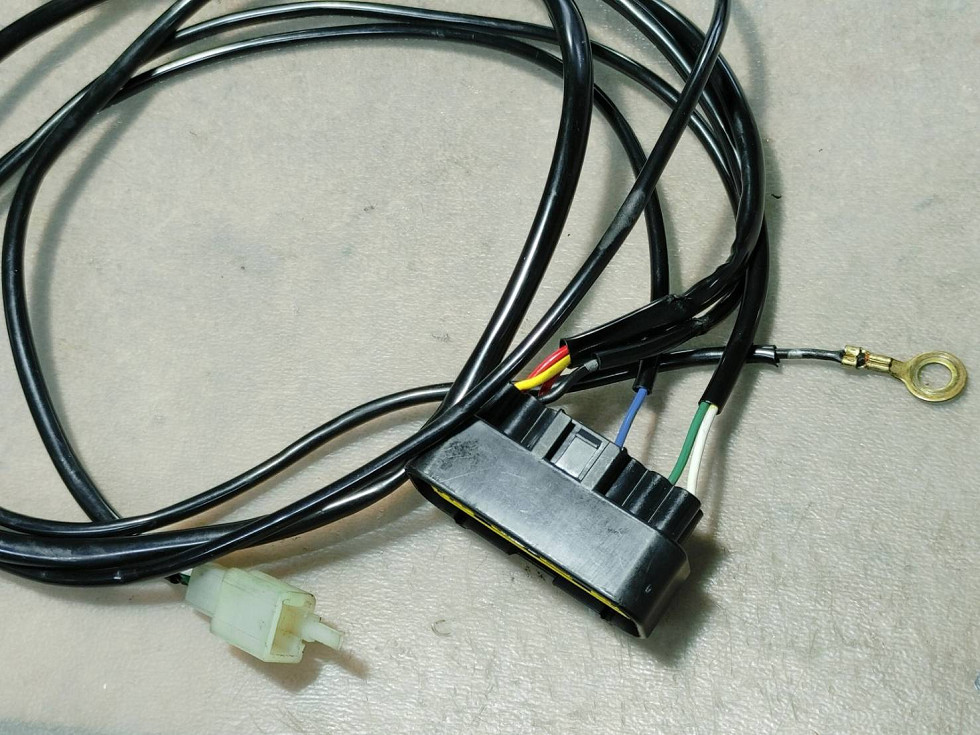
この写真のハーネスでは、右端の丸い真鍮色の端子がそれにあたります。
アースコードは、点火システムのユニット本体のコントロールの為はもちろんですが、イグニッションコイルをスパークさせる為の電流が運転中常に流れる場所でもありますので、特に重要な場所になります。
ここに配線の腐食や端子のカシメ不良があると、点火性能の大幅ダウンやシステムの作動不良、エンジンの停止等の原因になります。
実際にトラブルが発生したケースと、その補修については以前にも記事にしていますのでご参照下さい。
さて、一番上の写真のハーネスのアースは現状特に問題は無く機能しているのですが、ついでに確認してみます。
ASウオタニフルパワーキットのハーネスは、購入状態ではアースコードに端子はカシメはされていません。この為、作業者側が車両に合わせてコード長を調整してアース端子をかしめて装着するのですが、結構な割合でその作業が甘いものを見る為です。
配線被膜押さえの部分を起こして、銅線のカシメ部分の片側のみを広げたところです。

この時点で、銅線部分は抜けてしまいました。
正直カシメの圧力がかなり甘かったのでは無いかなと思えます。
こういった状態の場合、当初こそ銅線は接触しているので点火系は機能するのですが、長年使っていると接触面に腐食や通電による焼けが発生して不調の原因になります。
ちなみに、ASウオタニのフルパワーキットの場合、メーカーさんからのお話では、仕様上始動の一瞬間に10A程度の電流がアースに流れる場合があるとの事です。
10Aと言えば、ヘッドライトのハイビームに流れる電流のほぼ倍ですので、カシメが甘いと接触面の焼けはかなり早くなります。
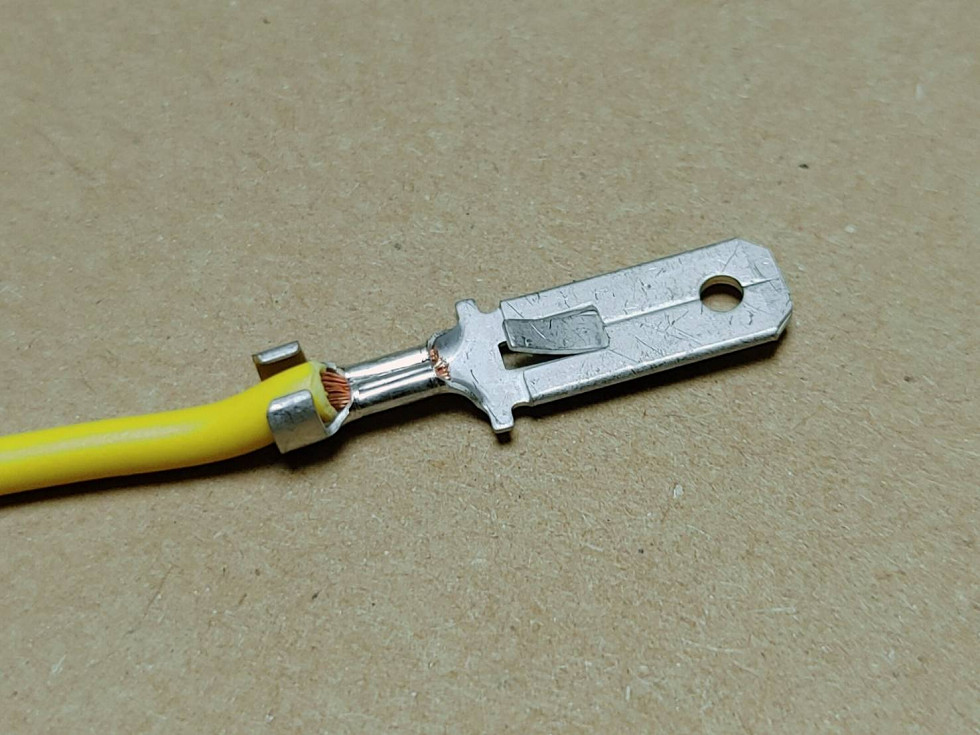
一度配線を剥き直して新しい端子でアースを作り直しました。

端子が銀色なのはすずメッキされたものを使用しているからです。真鍮と呼ばれる黄銅がむき出しの端子の場合新品時には抵抗値が少なくて良いのですが、長年使用すると酸化により接触が悪くなる傾向がある為、こちらの方を使用する場合が多いです。
すずメッキの方が僅かに面積当たり抵抗値は大きいのですが、銅線との接触面を大きく取りながら適切にカシメる事で対処します。
又、半田付けする場合もすずメッキ端子は流れも良く、酸化も抑えられます。
カシメ後には、熱で接着剤の流れる収縮チューブを使用して、水分や外気からカバーしています。
さて、正しいカシメ方法ですが大事なのは銅線部にしっかりと圧力を加えて抑える事です。
カシメ部を破損させない程度に作業出来れば、この状態でかなりの力を加えてケーブルを引っ張っても抜ける様な事はありません。
又、被膜を抑える側は軽く巻いてやる程度にして下さい。
逆にこちらの方は必要以上にかしめると、内部に食い込んだ端子の折り曲げ部が銅線の一部を切断させてしまう事があります。
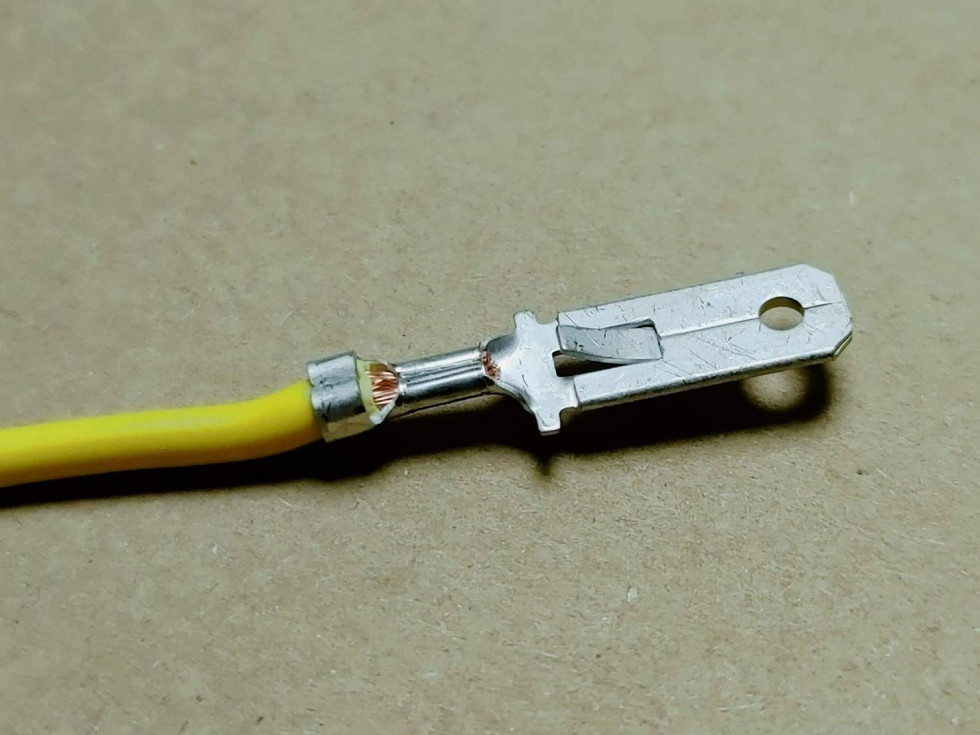
余談ですが、この様なコネクターに使う挿し込み端子の場合、銅線部分を必要以上に前方にはみ出させると、端子の抜け止めロックが効かなくなる場合がありますので、そこも注意が必要です。
丁度良い長さプラス程度にします。
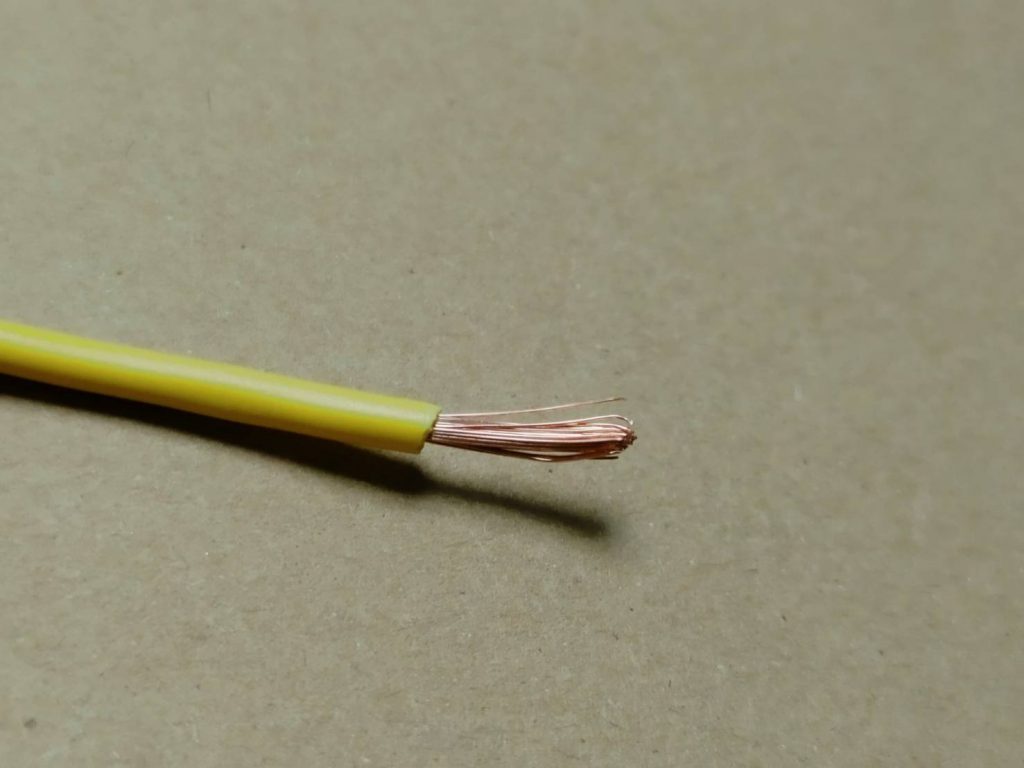
端子に対して銅線が細くて、カシメた際に充分な圧がかからない可能性がある場合は、被膜を長めに剥いてからカシメ部分を折り曲げて相対的に太くするという手もあります。
カシメ工具についてですが、自分が車両整備に使用する場合のものを紹介しておきます。
関節構造になっていて、小さな力でも確実に作業する事が出来ます。

用品店で数百円〜千円台で売っている安価なタイプに比べると数倍の値段になりますが、プロでも結構同じものを使用されている人は多いです。
配線カシメは雑に行うとトラブルの原因になり、出かけたは良いものの自走で戻れなくなりかねません。
数万もするものではありませんし、二輪四輪を問わず汎用性も高いので、自分で作業を行われるのであればここは良いものを使われる事をお勧めします。
