





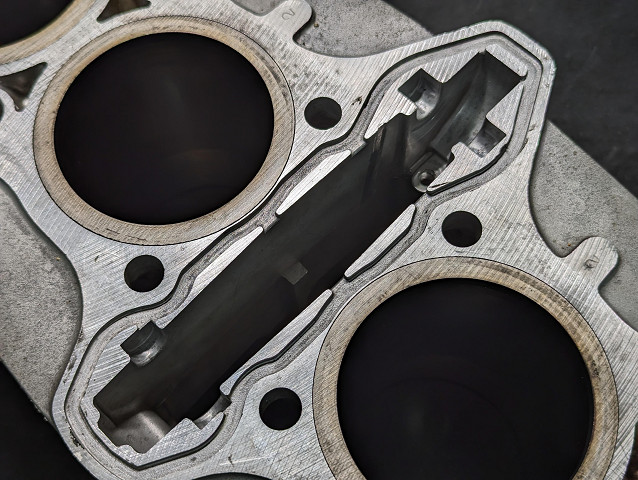
Z系エンジンのシリンダーヘッドを取り外すと、特徴的な形状のセンターシールが現れます。
運転中のシリンダーブロックやヘッド側の熱膨張にヘッドガスケットを追従させながらオイル漏れを防止する為初期型の一体型ガスケットから左右の2気筒分ずつを分割したガスケット構造に変更された際、オイルの流れているカムチェーントンネル部分をシールするのに設けられたものです。
この構造は1973年のZ1系から2005年のJ系Z1000P迄引き継がれた特徴です。
ちなみにZ系以降に設計されたカワサキを含む各社の空冷4気筒車はシリンダースタッドボルト位置の変更やカムチェーントンネル部分前後をシリンダーヘッドとボルト締結する事で一体型ガスケットを使える様にされています。
このあたりの考察は以前にも記事にしていますので、ご興味があれば。
http://www.pams-japan.com/diary/?p=20667
さて、このセンターシールの収まる溝ですが、機械加工で成型されているわけではなく、シリンダーブロックの鋳造時に同時に成型されています。
シリンダーフィンの鋳肌と同様になっている事からもそれがわかります。


問題は、シリンダーブロック鋳造後のアルミ母材の収縮や上下面の加工時の治具にセットアップの関係で、溝の深さがブロック平面に対して均一にならない場合が多々あるという事です。

実際に上部面研歴の無いブロックの溝を各部で測定しても以下の様に異なり、例えばこの個体では最大値と最小値の幅が実に0.4mmもありました。
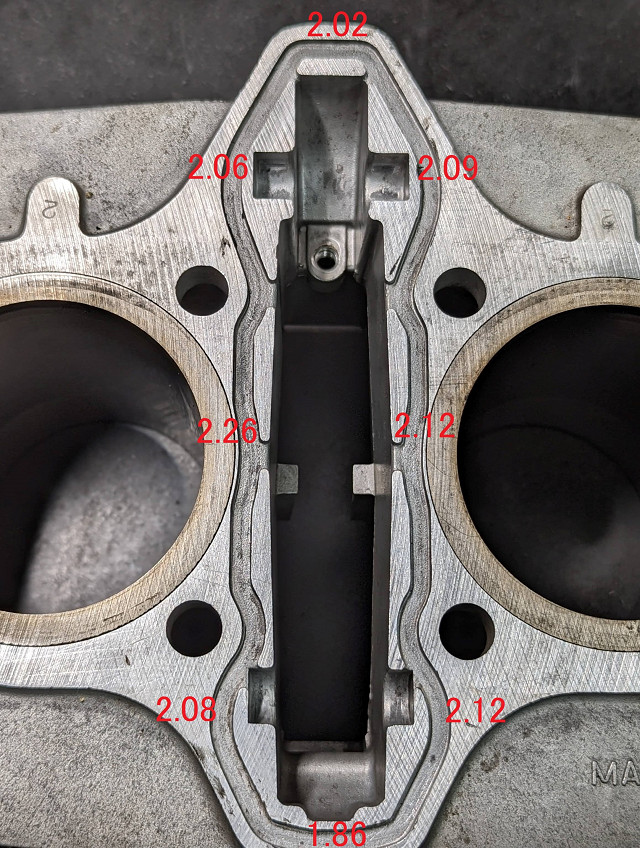
上記の8点計測の平均値は2.08mmでした。
ちなみに、弊社で多数のブロックを測定しての平均値としては、2.0~2.4mmの深さの中に納まります。
又、上の写真のばらつきの場合、ノーマルエンジンでヘッドガスケット厚さを純正標準の1.3mmで組んでやる限りは問題はありません。
ただ、シリンダーブロックの上面を研磨して全体的に溝が浅くなった際や更に薄いガスケットを使用してハイコンプ化した場合、元から浅い部分はセンターシールを過度に潰してしまいます。
又その逆に、圧縮を下げる目的で厚目のヘッドガスケット(1.5mm以上)のものを組んだ場合、溝が深いところではシールへの当たりが弱くなってオイル滲みのリスクが上がる場合も無いとは言えません。
この為、エンジンのオーバーホールやチューニング等でスリーブ交換と同時にブロック上面を加工したり、純正サイズ1.3mmのヘッドガスケット以外のものを使用する際には溝深さを複数ポイントで点検することをお勧めします。
センターシールの標準太さは4.0mmですが、ガスケット厚さ+溝深さが2.9~3.7mmに収まる様に組んでやる事を弊社では推奨しています。
下回っていると、過大に変形したシールのストレスが大きくなり過ぎますし、上回っているとオイル滲みの可能性が高くなります。
又、深さのばらつきがあまりにも大きかったり全体的に浅くなってる場合は内燃機加工時にNCを使用して溝深さを平均に加工する事も可能です。