





プライベーター様から御依頼頂きましたZ1Rの、ちょっと手の込んだ加工のご紹介です。通常の1台分の内燃機加工の御依頼でしたが、ヘッドガスケット面の激しい腐食による圧縮漏れの様な症状があったと言う事でした。画像の赤丸の中が腐食が激しく、黒丸部は1~2mm程の深さの腐食で、今回使用予定の弊社メタルヘッドガスケットのボアビード部に被ってしまう状態です。ここまでの状態ですと圧縮漏れを起こしてもおかしくはありませんね。

このまま面研のみで腐食部を取り除こうとすると、1~2mmの面研が必要になってしまい、必要以上に圧縮圧力が上がってしまったり、使用する部品の組み合わせや組み方によっては、バルブとピストンが当たってしまう可能性があります。ちなみに黄丸の腐食はよく見られる腐食ですが、ここは機能上問題無い部分ですので、そのままにしておきます。参考までに、弊社では最小値面研(修正面研)の面研量ですが0.03~0.15までとしており、0.1mm前後で面が整う物が殆どです。ですので極端なチューニングエンジンでもない限り1~2mmの面研と言うのは、通常まず行わない面研量です。
では今回の様な場合、どのように対処するかと言うと、腐食して窪んでしまった部分を溶接にて埋めてから面研を行います。まず腐食している部分をリューター等で削り取り溶接で埋めていきます。


面研では取りきれない深さの部分を溶接にて埋めた所です。溶接なので巣穴が出来てしまったり、溶接部の外周(輪郭部)がへこんでしまったりする可能性があり、本末転倒になってしまう恐れがありますので、意外と難易度が高かったりします。
溶接後、面研をおこなった所です。シミっぽくなっている所が溶接を行った場所です。


極小の巣穴が若干出て来ましたが、全く問題ない程度です。上手く行って良かったです。今回溶接の一手間を加えたおかげで、面研量は0.13mmと、通常加工範囲内で仕上げる事が出来ました。今回の様に使用上問題になりそうな酷い腐食や、深い傷などはこの様に手の込んだ方法を取り入れ、極力エンジン自体に余力を残す様にする事も大事な事だと思います。*状況により溶接修理が出来ない場合も有ります。

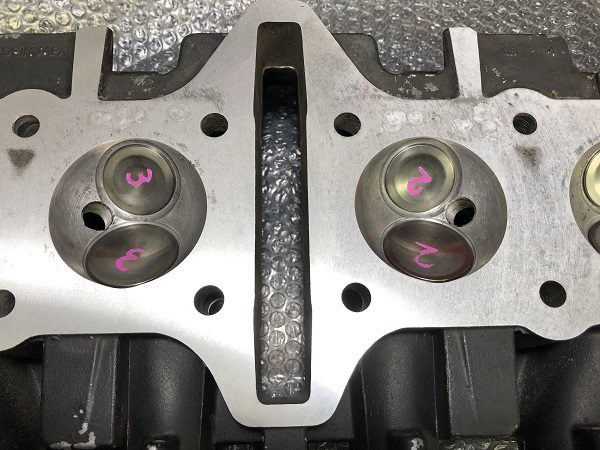
本来の御依頼内容の、SAバルブガイド入替、IN&EX共に、STDよりバルブ径が直径で1mm大きいHFバルブALPHA使用、シートカット、セット長合わせ、擦り合わせ等、定番メニューで一通り加工させて頂きました。

シリンダーは腐食の割りに、スリーブの緩み等無く、そのまま使えそうでしたので、ピスタルレーシング71mmをチョイス、専用治具にてスリーブを押し込み点検後、上下トルクプレート使用のボーリング&ホーニング、上面の最小値面研で仕上げさせて頂きました。
上手く行って良かったです!この度はご利用頂きありがとうございました!これからもZライフ楽しんで下さいね!