





http://www.pams-japan.com/works/head.php
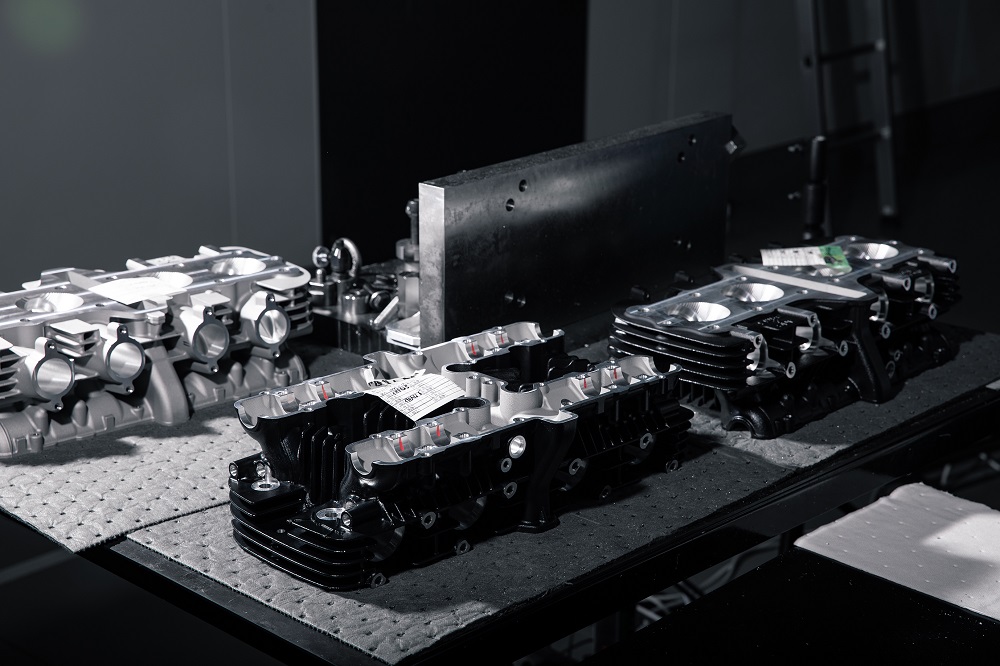
ご案内させていただいております鋳造から新規に製造した「HF Z HEAD」。
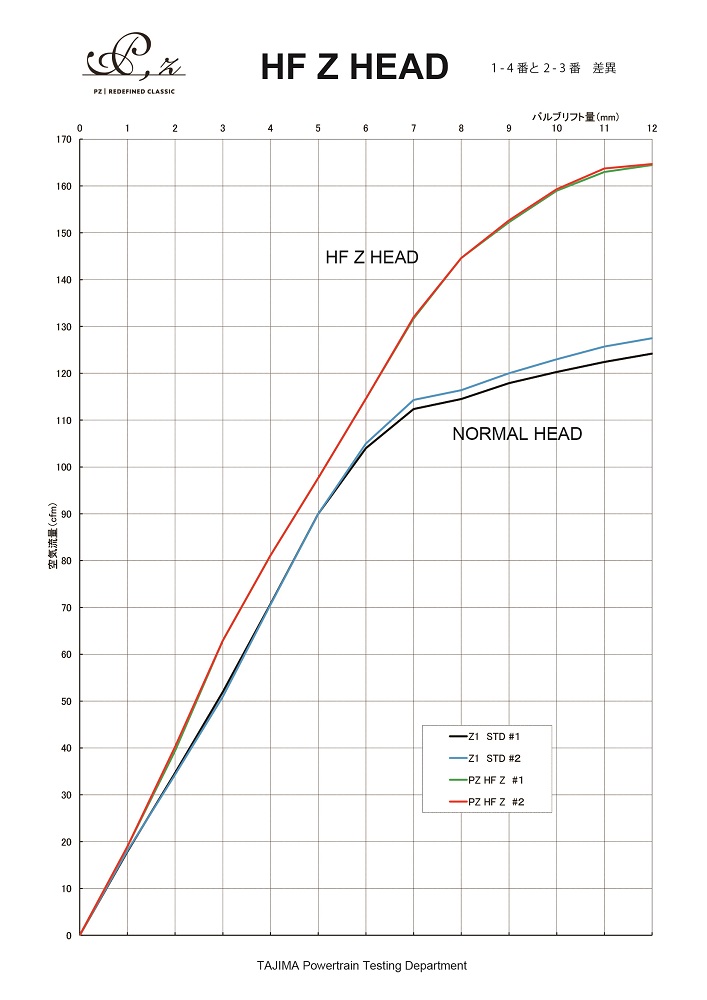
外観はそのままに培ってきたノウハウとフローベンチによるデータ解析を用いてポート形状などを新設計、ノーマル改では味わえない空冷Zのさらなる可能性と我々の想いが詰め込まれたNEW HEADになります。
今回は予約受付期間もあと数日ということで、プロジェクト発足から完成までの流れをダイジェストでご紹介させて頂きます。
構想は以前からあったものの正式にプロジェクト発足したのは2023年初頭。
2023年2月に出展させて頂いたノスタルジック2デイズでは砂型3Dプリンターで出力されたヘッドをローンチとして展示させて頂きました。
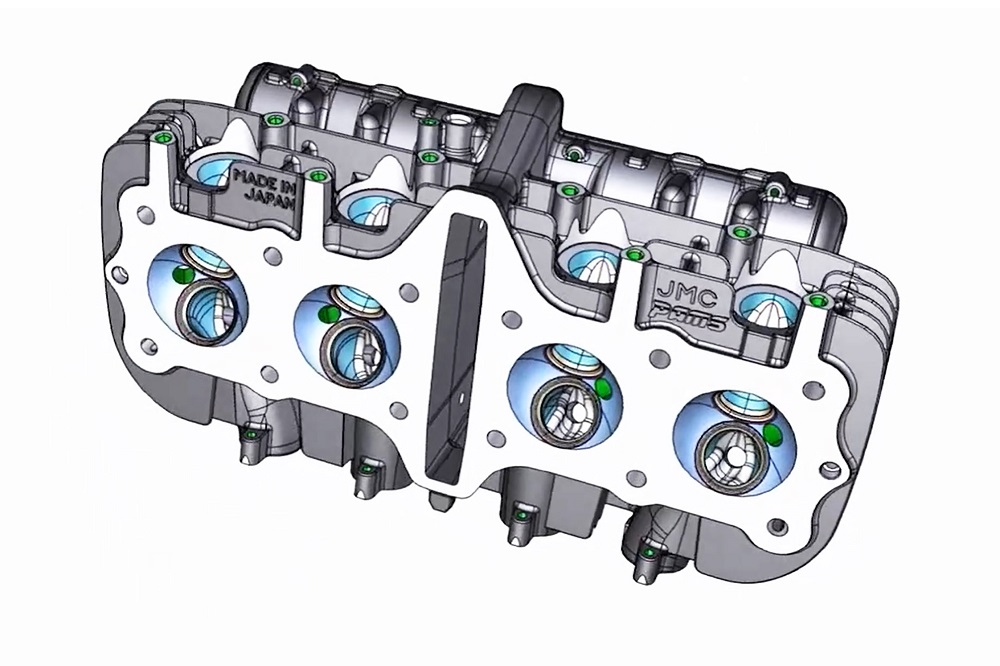
JMCと共同開発プロジェクトチーム「P,z」で幾度となく打合せを重ね、理想の機構、形状をデザイン。
オリジナルへのリスペクトを払いつつ、より高性能で空冷Zの潜在能力を底上げする事を目的に造り上げられています。
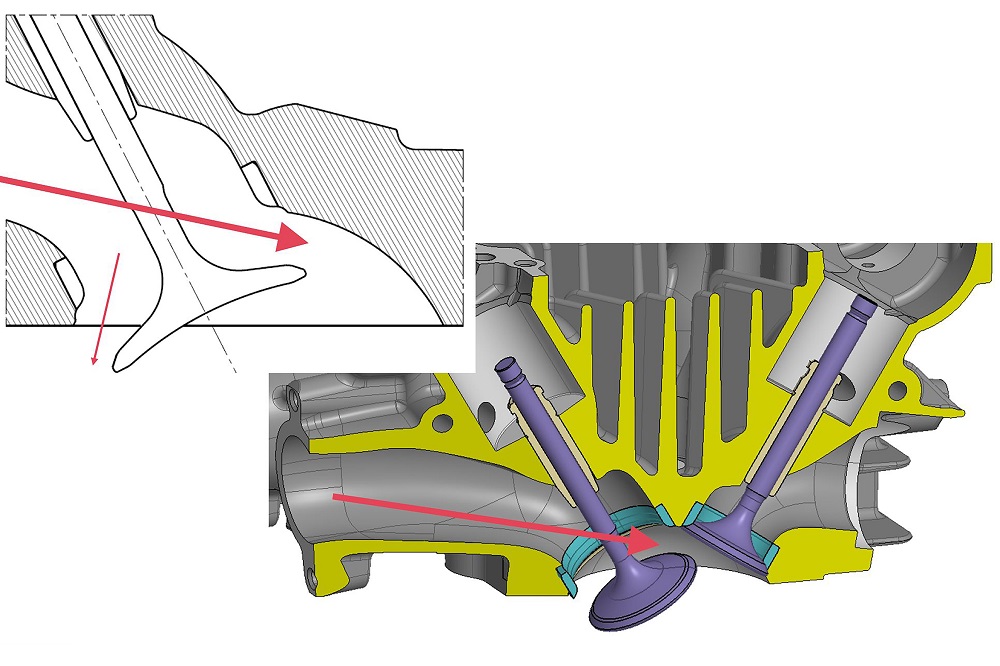
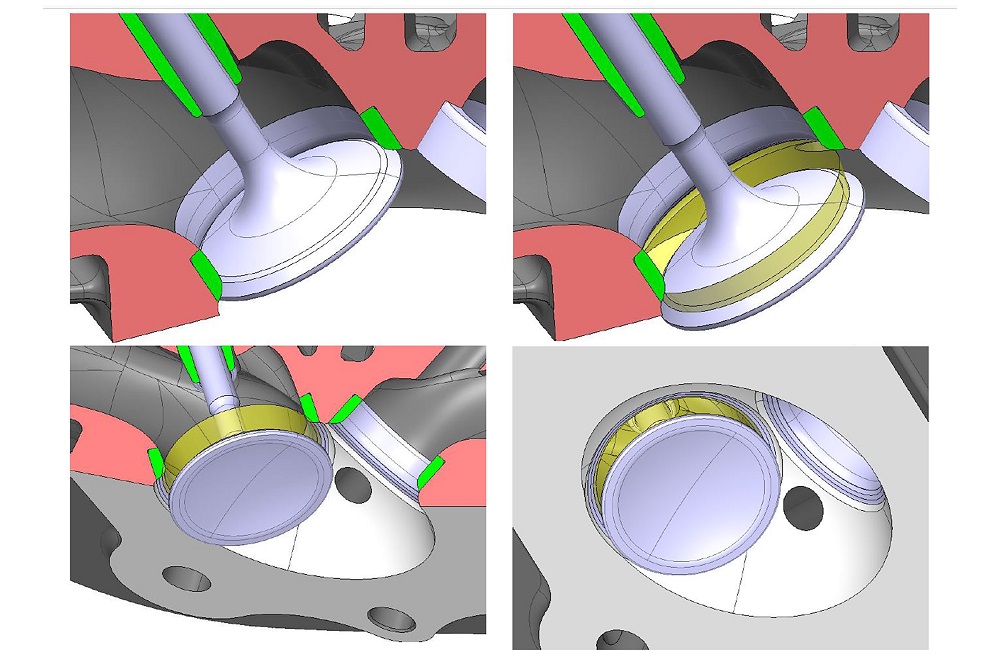
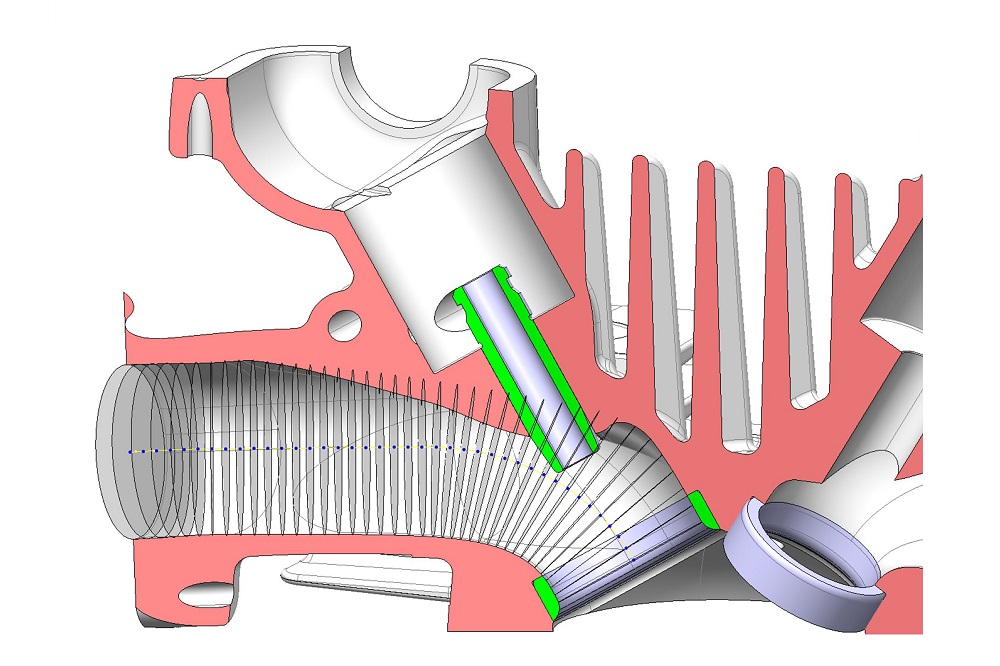
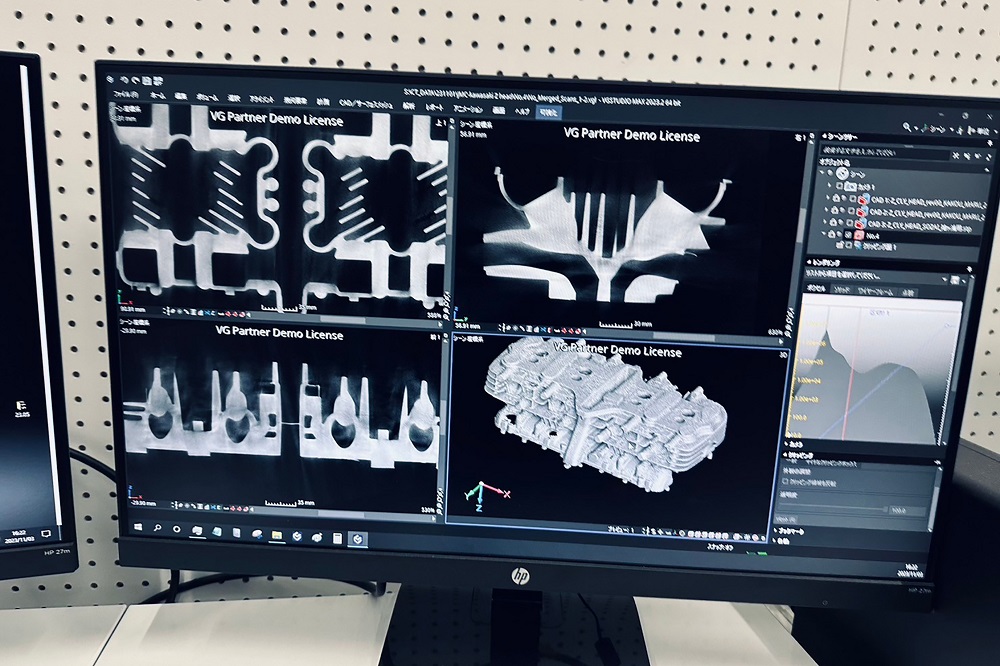
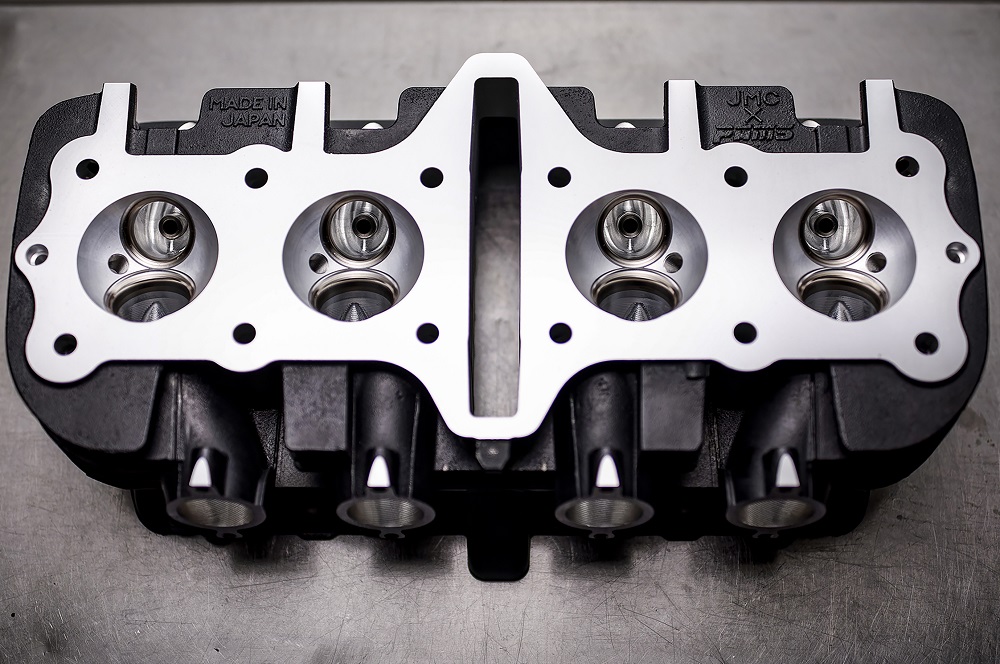
純正ヘッドのCTスキャニング。内部構造を確認しながら、より大口径ポート化しつつポート壁や各部へのマージンを与え強度を確保。チューンドヘッド特有のリスクを回避しています。プロトタイプヘッドを何基も造り、フロー値実測と検証などの結果を元により効率よい形状へとデザイン。
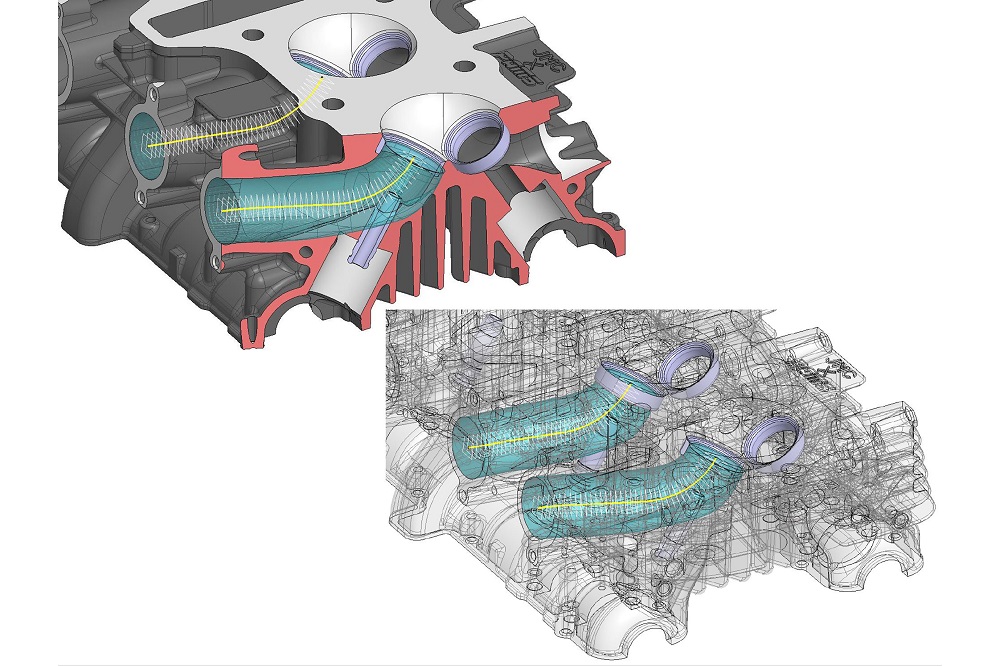
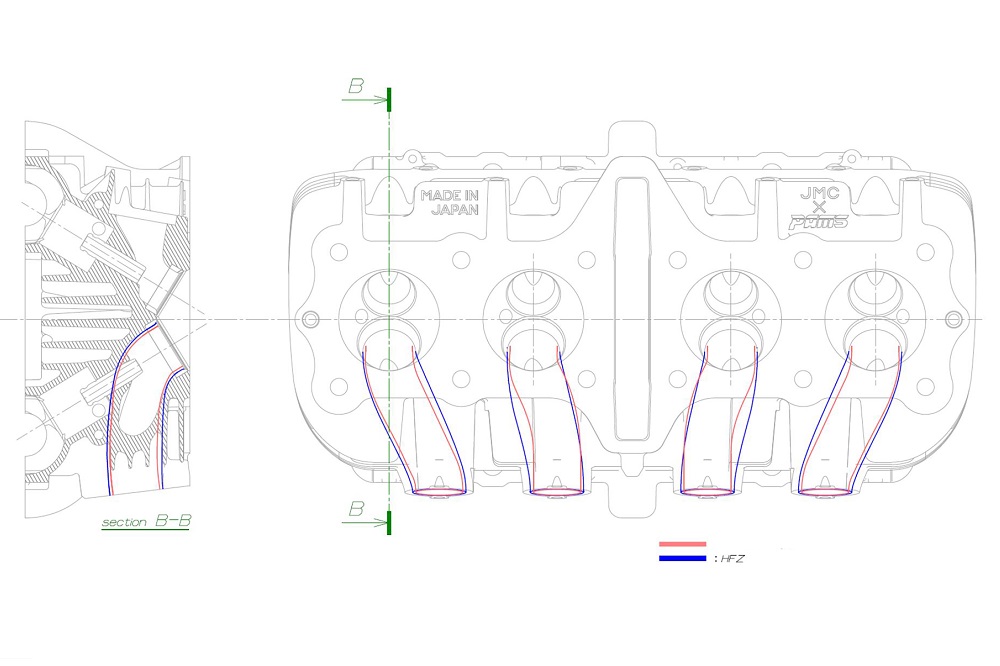
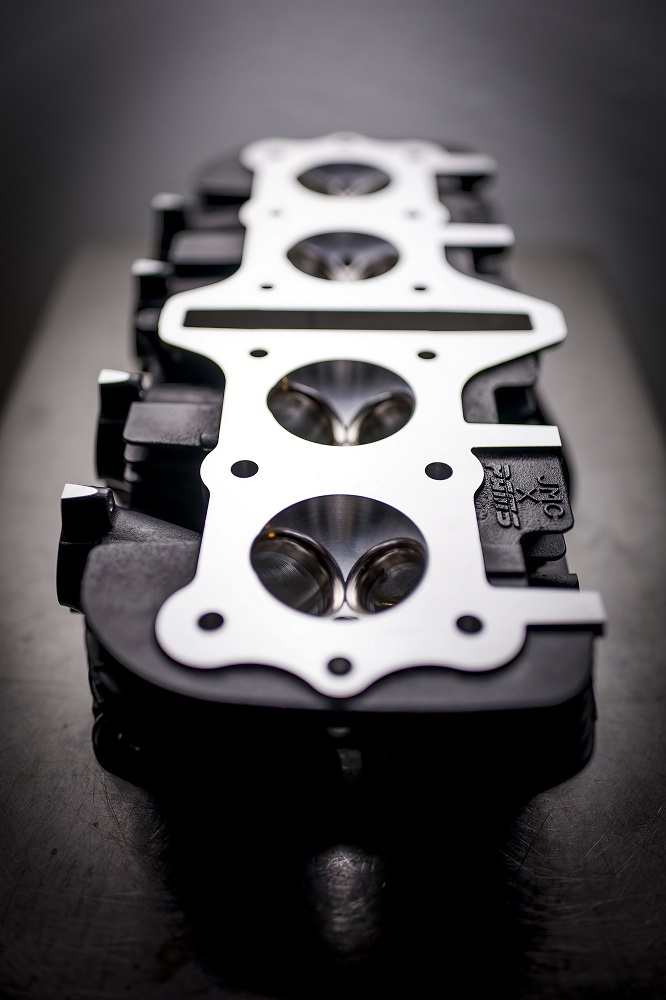
ゼロからの新規設計と新規鋳造だからこそ可能になった理想のポート形状と安全マージンの確保。ポート断面積を増加させつつ1/4番ポートと2/3番ポート形状差異も可能な限りバランスする様にデザイン。


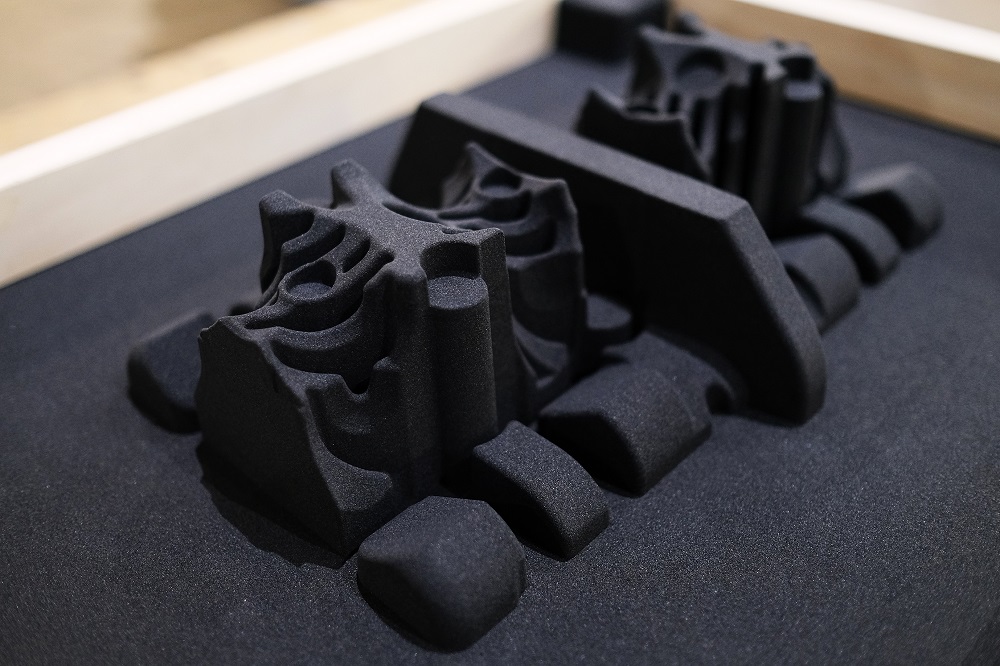
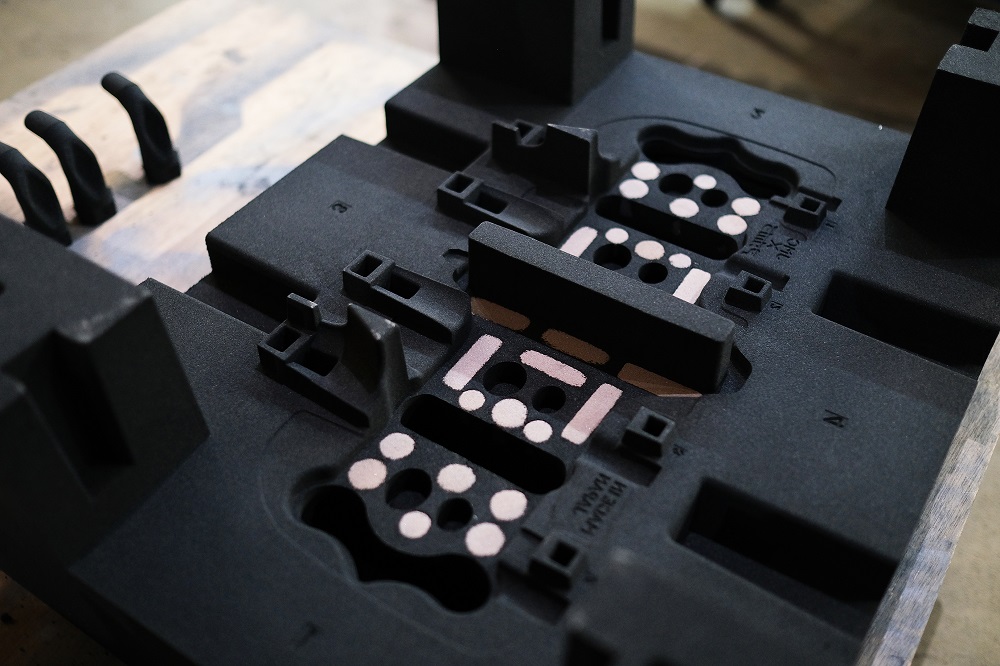
画像上はプロトタイプを製作するために使用する3D砂型プリンターによる中子。
設計通りに鋳造が出来るまで、湯路の最適化など試験が繰り返されます。

低圧砂型鋳造の試作が繰り返される中、機械加工のテストなども同時に進行。
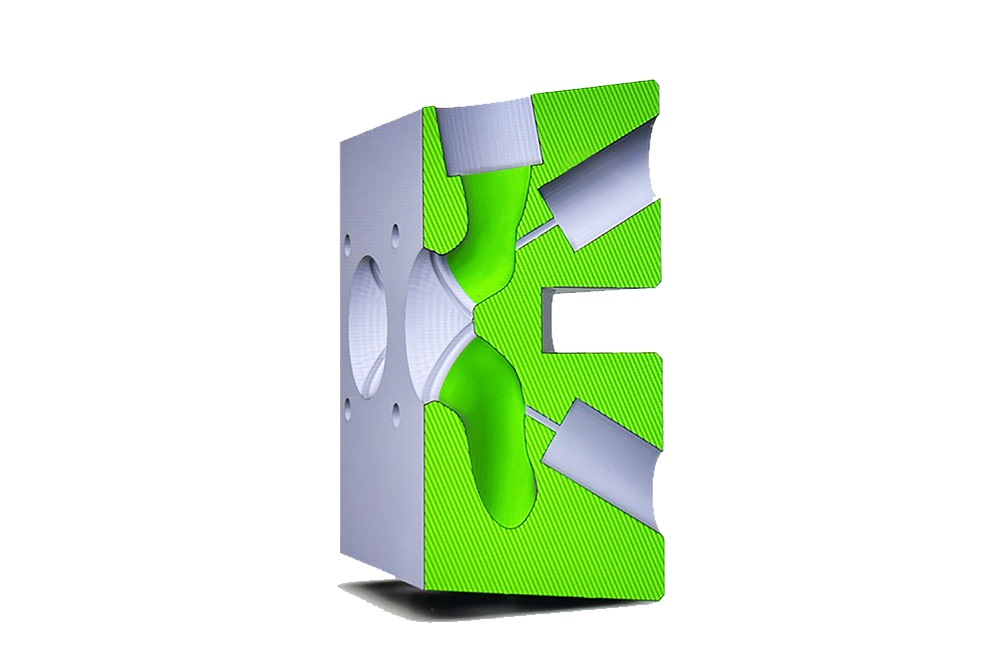
下は燃焼室の表面粗度確認用に削り出されたテストピース。

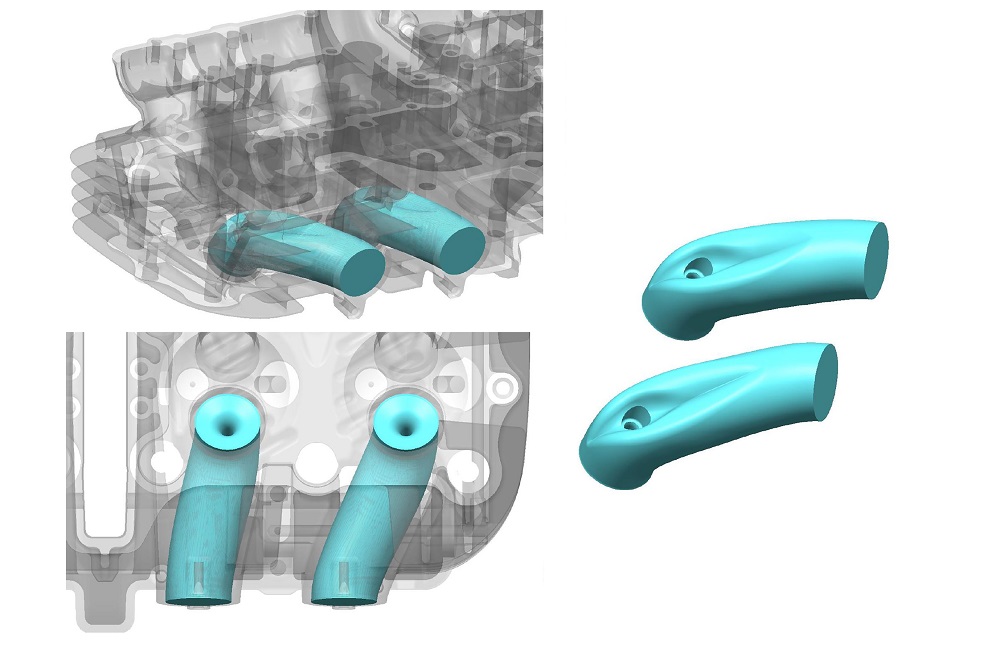
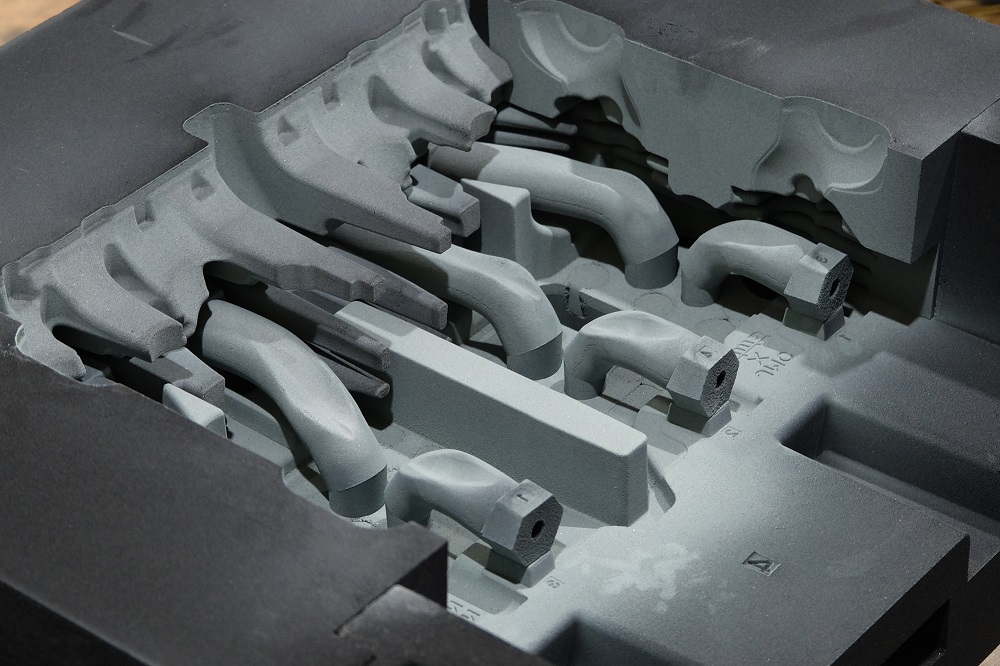
試作製造が進められる中、同時進行で進むフローテスト用に使われるダミーヘッド。
幾つも製作しフローベンチテストを繰り返しました。
鋳造から切削など加工条件、ヘッド自体のスペックなどを最終図面へ落とし込んでいきます。

高精度砂型

パート別に製作された各型を組み付けていきます。
鋳造素材には機械的強度や放熱性などシリンダーヘッドに最適とされるAC4CHを使用しT6熱処理。
引張り強さ/耐力/疲労強度/耐腐食性/熱伝導性なども大幅に向上。


低圧鋳造用の炉の上に砂型をセットしていきます。

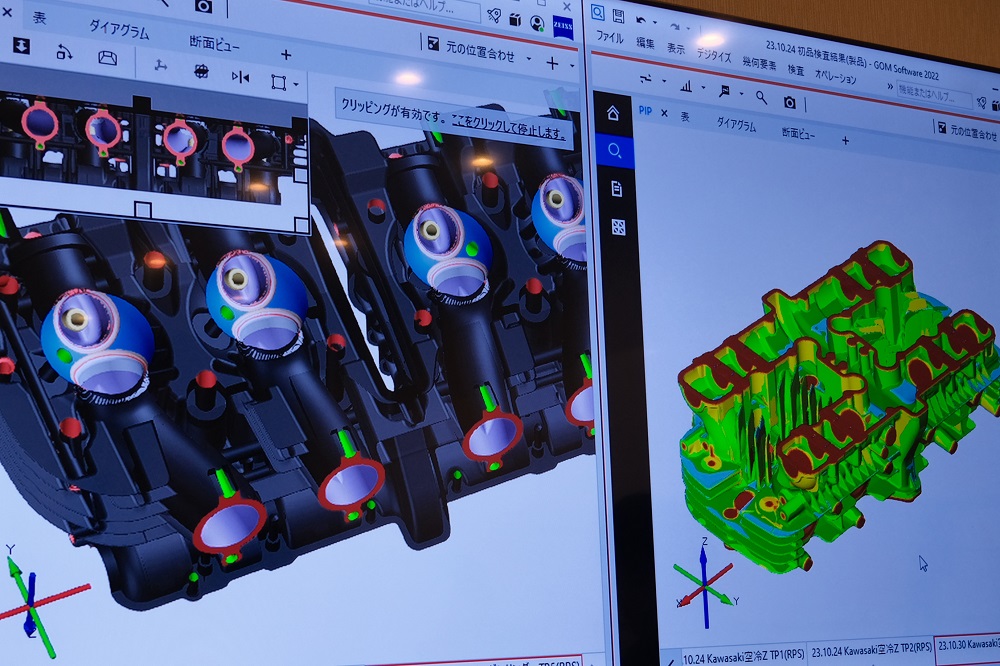
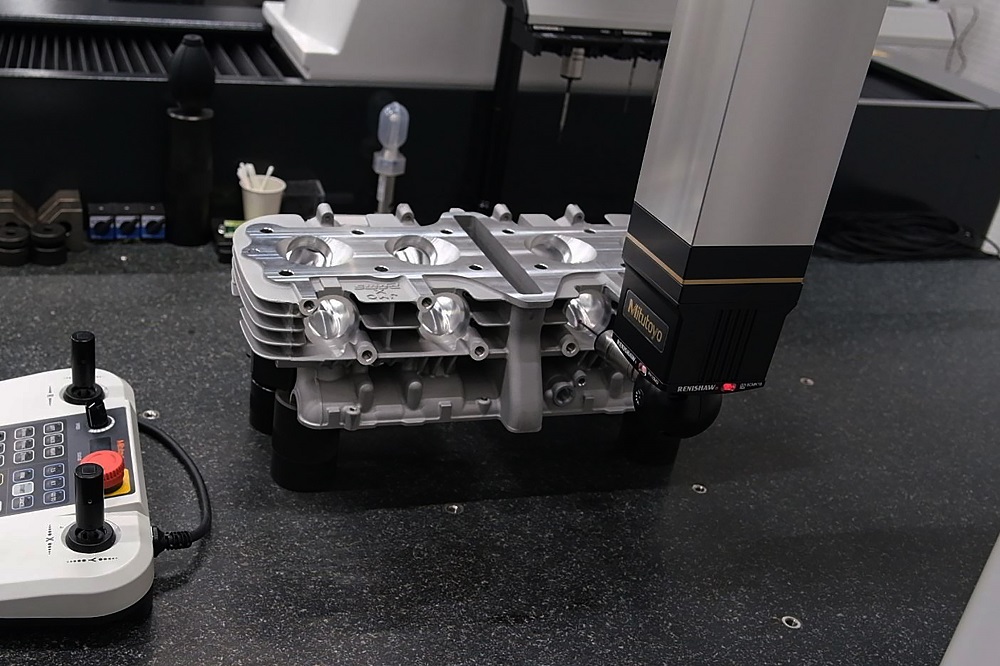
鋳造を終え型から取り出された鋳物を全数CTスキャニングにて内部不良等を厳しくチェック。
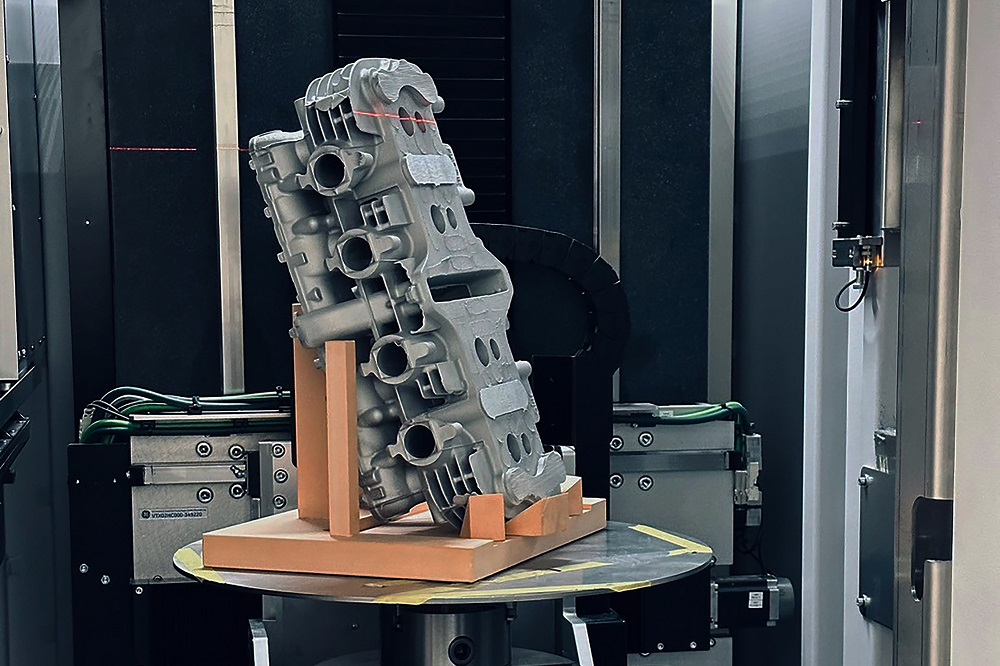
外観からは確認できない内部不良などは、どんな小さなものでも見逃しません。
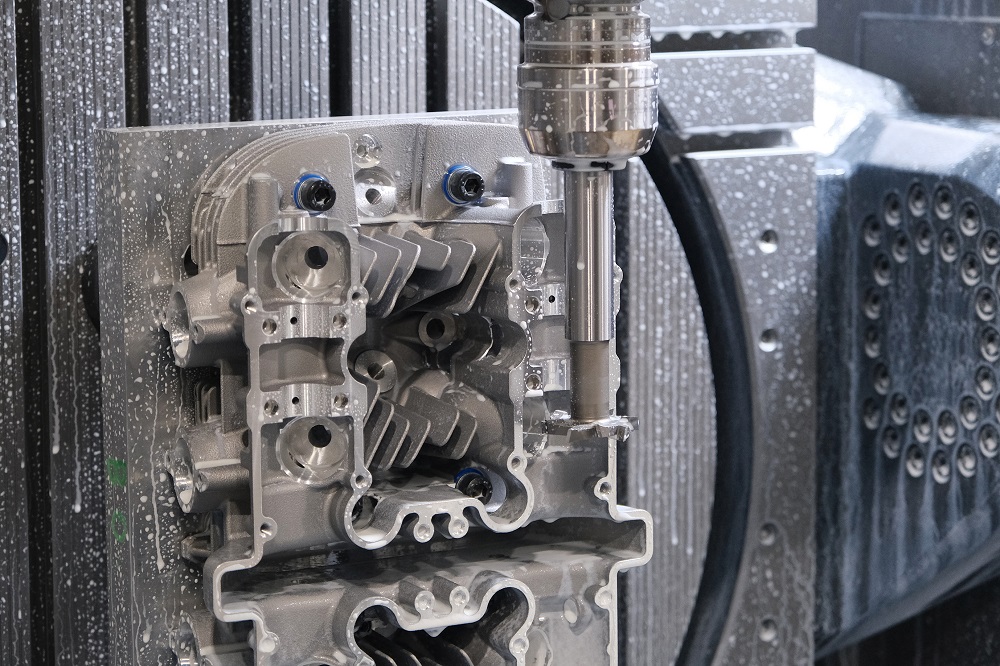
そして検査を終えたヘッドをミーリングセンターにて機械加工の工程へ。



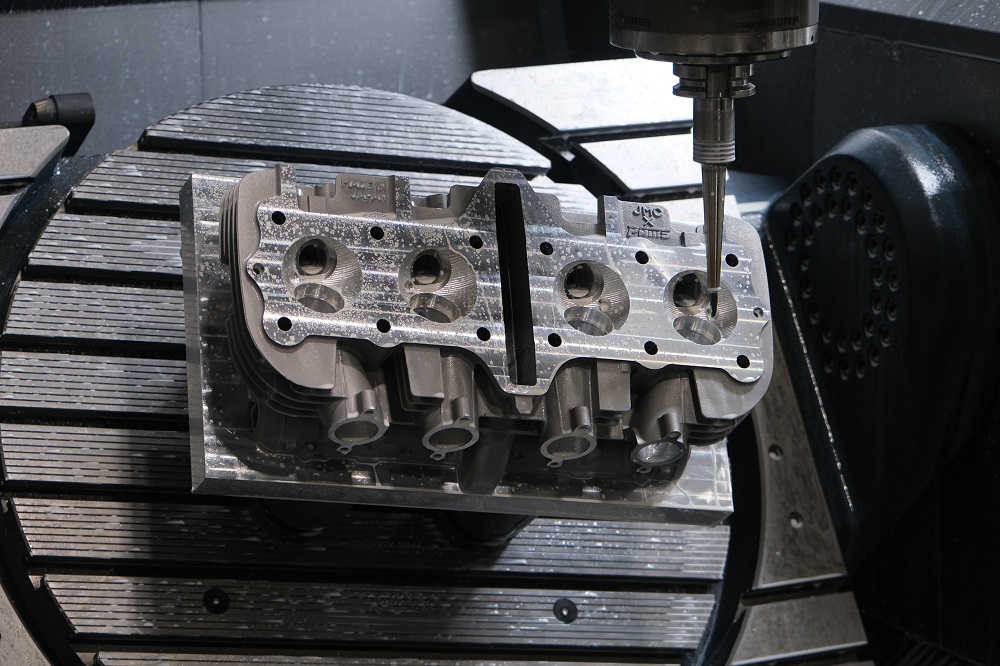


全ての加工精度を徹底的に上げています。
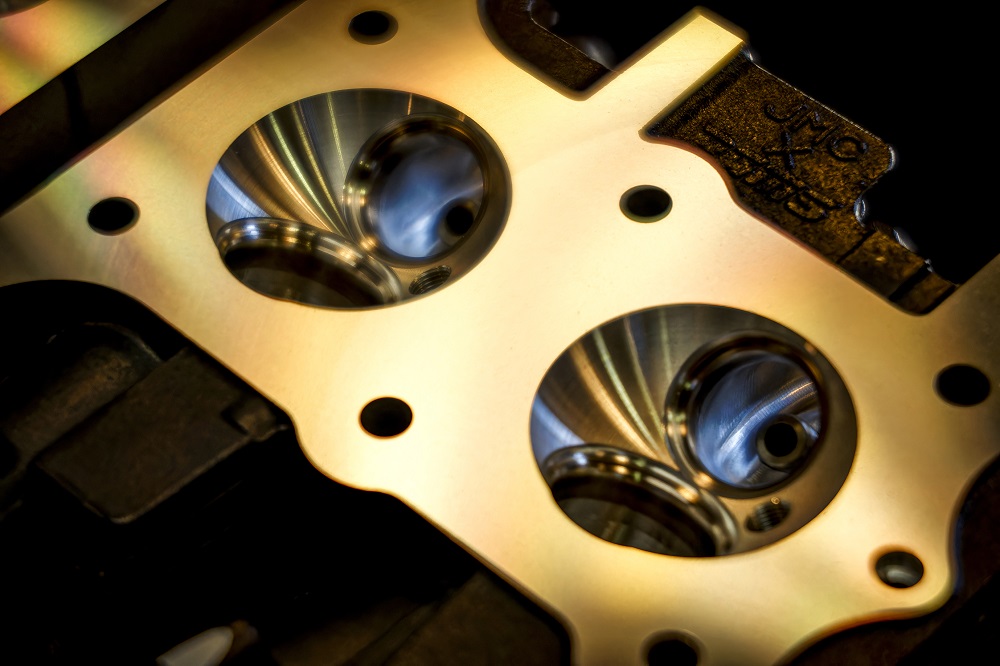
バルブガイド同軸シートカットと併せ各気筒間の燃焼室容積も最小に抑えています。
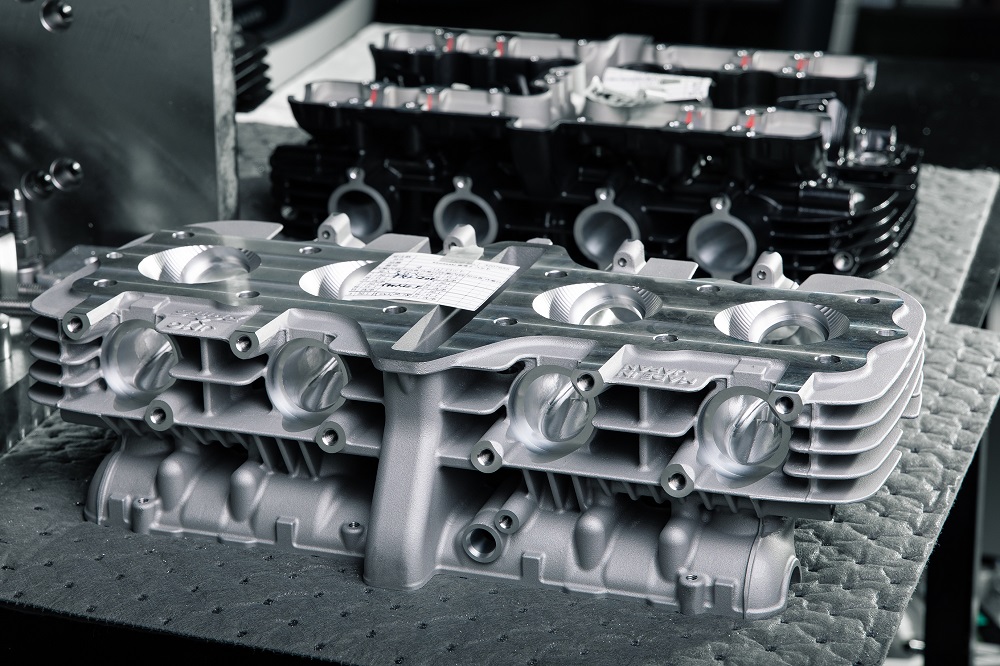


加工途中でも各部精密検査をくりかえります。
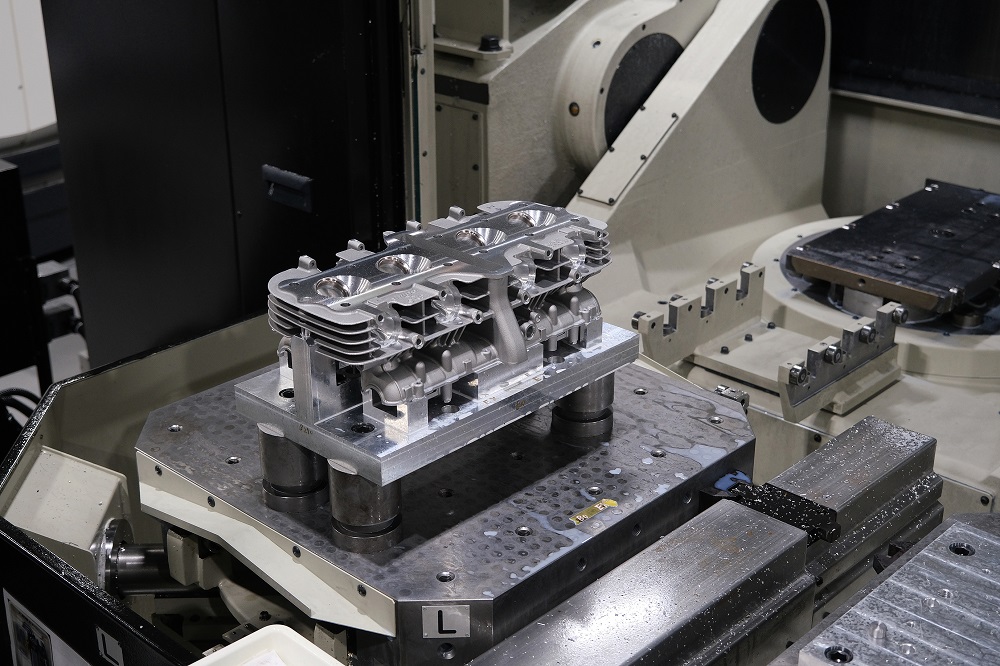
完成したプロトタイプの実車組付けや検証などを繰り返します。
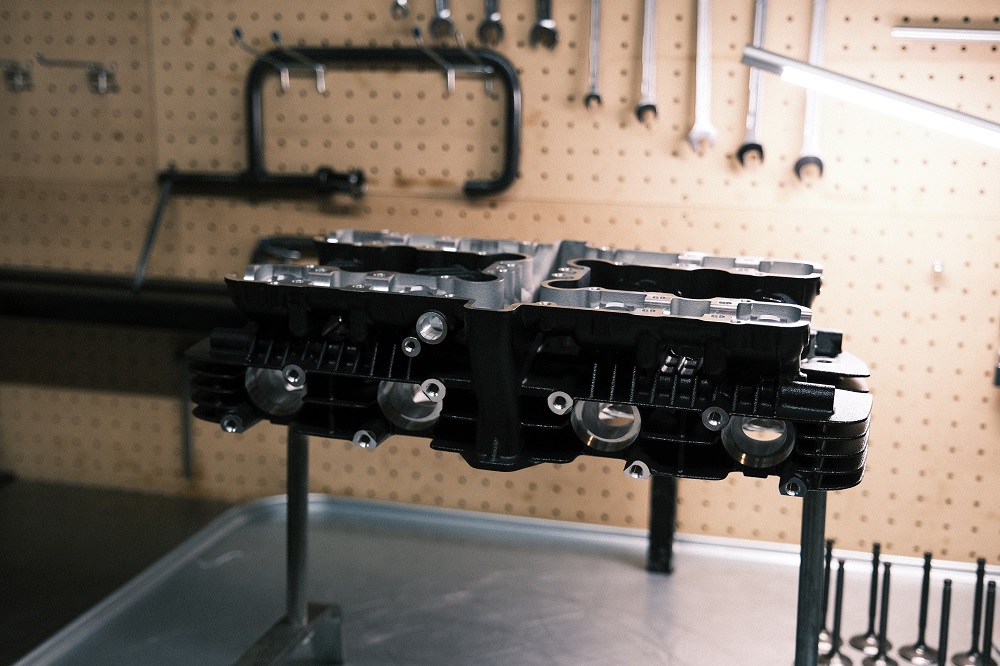
組み付け、火を入れ、シャシダイ上での測定、実走行、そして分解検証を繰り返します。
画像は実走検証を目的としたプロトタイプにつき販売される製品よりも仕上げはラフになっています。
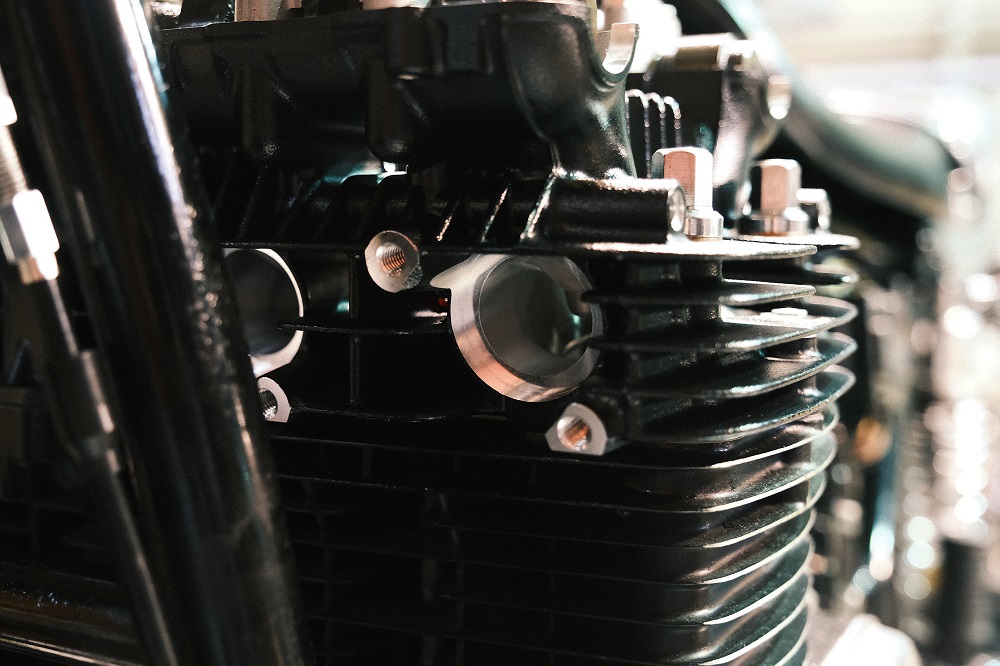
高精度なマシニング加工と専用ツールにより、シームレスで面粗度の整った美しい燃焼室を形成。

HF Z HEAD 専用サイト
http://www.pams-japan.com/works/head.php